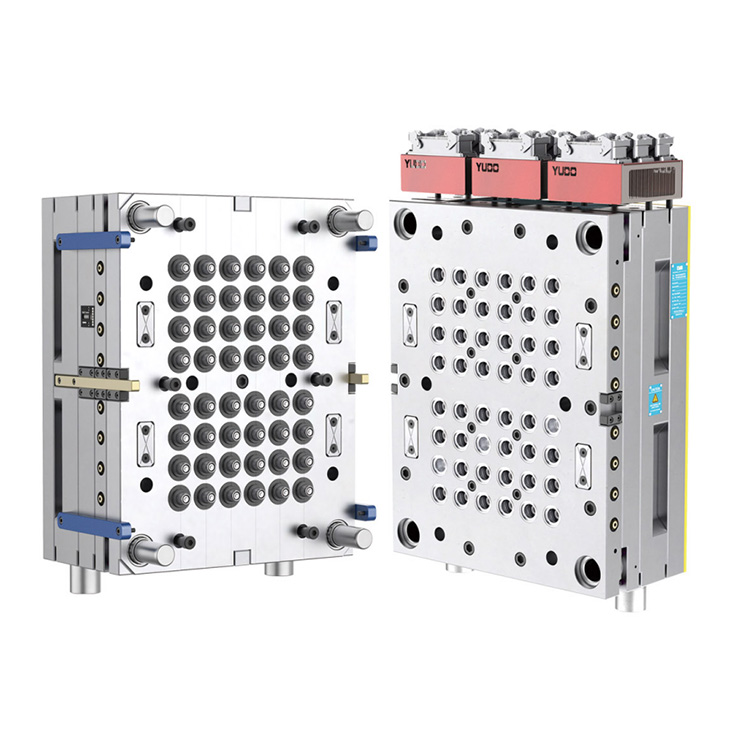
Baxım üsulupreform kalıp(inyeksiya qəlibi) aşağıdakı kimi gündəlik əməliyyat xüsusiyyətləri və dövri texniki xidmətlə birləşdirilməlidir:
Boşluğun/nüvənin təmizlənməsi
Hər istehsaldan sonra plastik qalıqları və yağ ləkələrini təmizləmək üçün xüsusi təmizləyici vasitə və yumşaq parça istifadə edin. İnadkar ləkələr ultrasəs təmizləmə ilə təmizlənə bilər.
Səthdə cızıqların qarşısını almaq üçün təmizləmək üçün sərt alətlərdən (məsələn, məftil və polad çubuqlar) istifadə etməkdən çəkinin.
Runner sisteminin təmizlənməsi
Tıxanma nəticəsində yaranan qeyri-bərabər enjeksiyonun qarşısını almaq üçün mütəmadi olaraq sıxılmış havadan və ya xüsusi təmizləyici çubuqdan istifadə edərək əsas qaçış çarxını, şaxəni və qapını təmizləyin.
Kalıp səthinin təmizlənməsi
Xarici səthdəki toz və yağ ləkələrini silin. Uzun müddət dayandıqdan sonra paslanmaya qarşı yağ səpin və ya paslanmamaq üçün kərə yağı çəkin.
Yağlama əməliyyatı
Bələdçi sancaqlar, ejektorlar və sürgülər kimi hərəkət edən hissələr növbədə ən azı iki dəfə (yayda daha tez-tez) yağlanmalıdır. Professional sürtkü yağlarından istifadə etmək tövsiyə olunur.
Bələdçi sancaqlarının və bələdçi qollarının deformasiya olub-olmadığını mütəmadi olaraq yoxlayın və zədələnmiş hissələri vaxtında dəyişdirin.
Ayırma səthinə qulluq
İstehsal prosesi zamanı qəlibin boş bağlanması nəticəsində daşqın və ya kalıbın zədələnməsinin qarşısını almaq üçün ayırma səthində qalıq plastikin müntəzəm təmizlənməsi aparılmalıdır.
Pas qarşısının alınması müalicəsi
Maşın 24 saatdan çox dayanırsa, boşluq və nüvənin səthinə pas əleyhinə yağ və ya kif çıxarma agenti püskürtülməlidir; uzunmüddətli saxlama üçün pas əleyhinə yağ tövsiyə olunur.
Rütubətli bir mühitdə su buxarının qəlib boşluğunu korroziyaya uğratmaması üçün pasın qarşısının alınması tezliyi artırılmalıdır.
Saxlama mühiti
Qəlib təsadüfən zədələnməməsi üçün quru, sərin, tozsuz yerə qoyulmalı və qapalı vəziyyətdə saxlanmalıdır.
Gündəlik yoxlama
Kalıbı bərkitmə vintlərinin və sıxacların boş olub olmadığını təsdiqləyin və çıxarma mexanizminin və sürüşmə hərəkətinin hamar olub olmadığını yoxlayın.
Məhsul qüsurlarının qəliblə əlaqəli olub olmadığını qeyd edin (cızıqlar, ölçü sapması kimi).
Rüblük yoxlama
2 aydan çox boş qalan qəliblərin pas əleyhinə təsirini yenidən yoxlayın və lazım olduqda pas əleyhinə müalicəni əlavə edin.
CV idarəetməsi
İstifadə, texniki xidmət tarixi və qeyd etmək üçün qəlib CV kartı yaradınqəlibləmə parametrləribaxım ehtiyaclarının izlənilməsini asanlaşdırmaq üçün.
Ağlabatan proses parametrləri
Kalıbın həddindən artıq aşınmasının qarşısını almaq üçün həddindən artıq sıxma gücündən, enjeksiyon təzyiqindən və ya qəlib temperaturundan çəkinin.
Bağlama əməliyyatı
Müvəqqəti bağlanma boşluğun ifşasının qarşısını almaq üçün kalıbın bağlanmasını tələb edir; yenidən aktivləşdirərkən, məhsulun səthi qüsurlarının qarşısını almaq üçün hərtərəfli yağdan təmizləmək lazımdır.

Pas müalicəsi
Kiçik pas bir dəyirmanla cilalanır və sonra anti-pas yağı ilə örtülür; güclü pasın qumlama ilə təmir edilməsi lazımdır.
Su yolunun tıxanması
Soyuducu su kanalını mütəmadi olaraq təmizləyin və soyutma səmərəliliyini təmin etmək üçün sızdırmazlıq halqasını dəyişdirin.
Yuxarıda göstərilən sistematik baxım sayəsində kalıbın ömrü əhəmiyyətli dərəcədə uzadıla bilər, istehsal səmərəliliyi və məhsul məhsuldarlığına zəmanət verilə bilər.
Məhsullarımızla maraqlanırsınızsa və ya hər hansı bir sualınız varsa, çekinmeyinbizimlə əlaqə saxlayın.